AWS Compliance : In-House Welding Qualification Test – SAW Flux Grade Compliance
This videos and photos showcase an in-house welding qualification test conducted to verify
the grade compliance of our SAW flux. The objective is to ensure that every production batch
performs exactly as declared, before reaching customers.
Quality Assurance Insight
This qualification test is not a one-time exercise. It is a mandatory quality check
performed for every SAW flux grade developed and supplied by AV Weldtech, reinforcing our
commitment to code compliance.
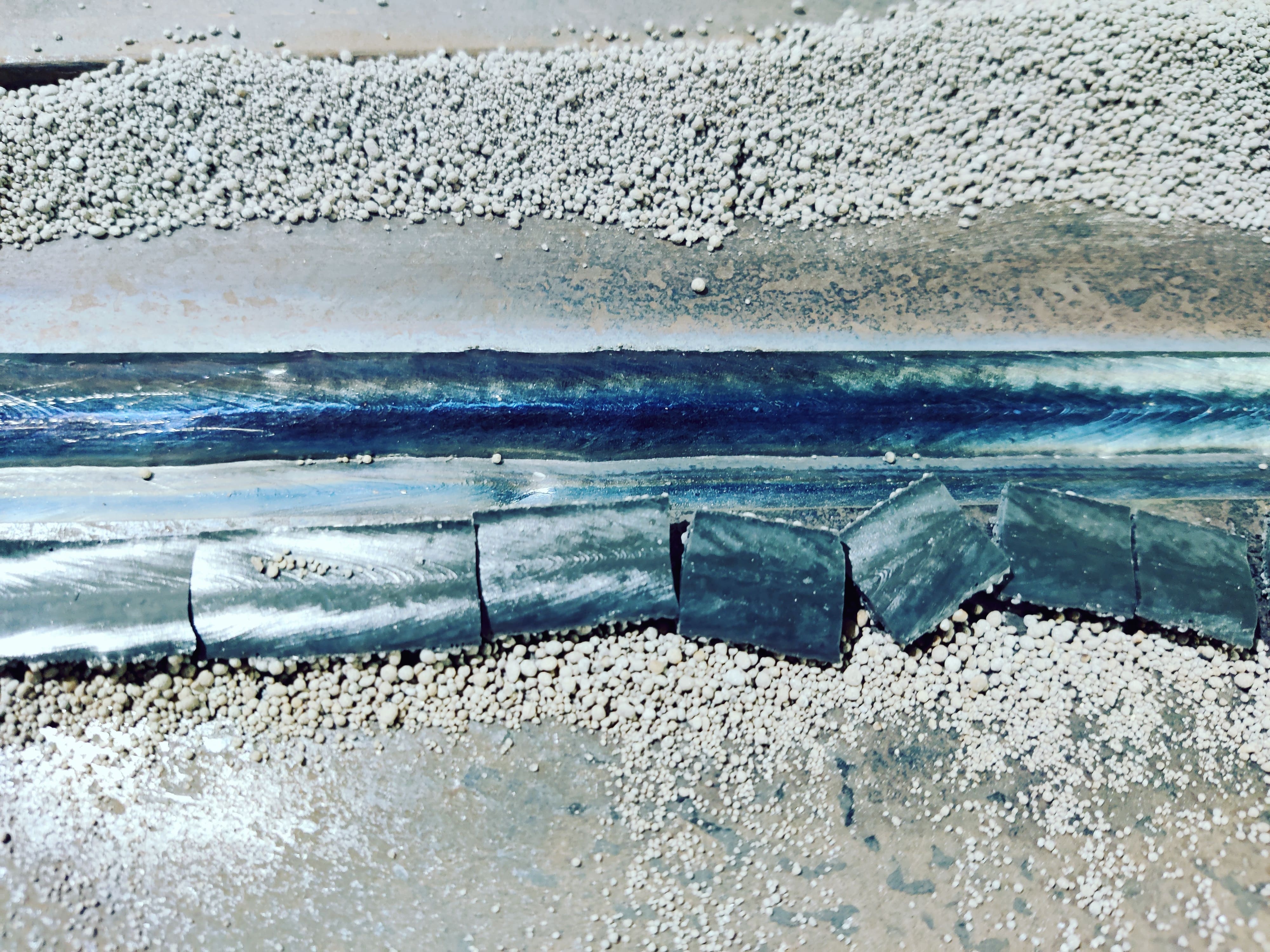
Observed Welding Characteristics (Code-Compliant Conditions)
- Easy and clean slag peel-off
- Smooth, shiny, and uniform bead finish
- Stable arc behavior throughout the weld
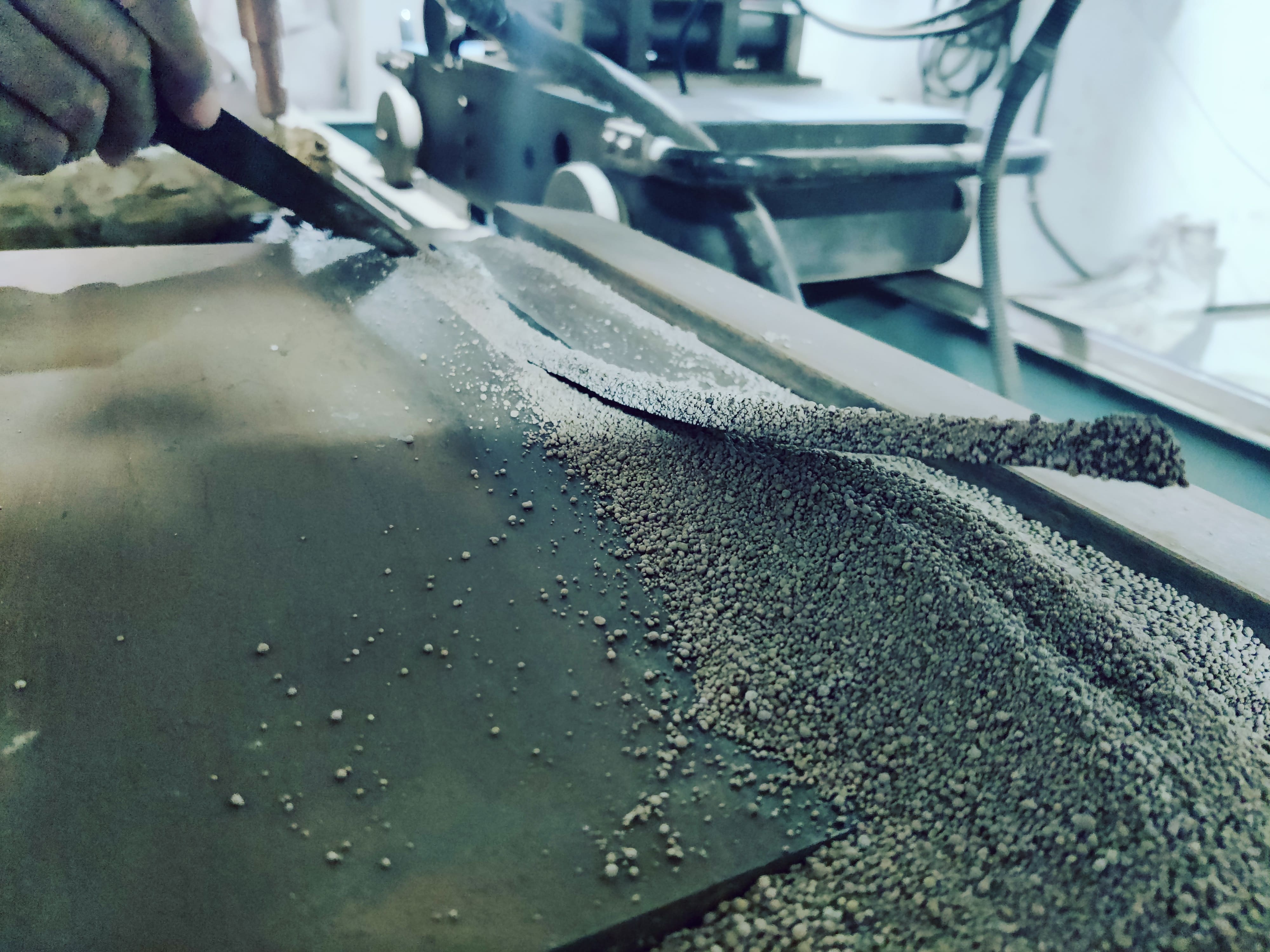
Welding Setup & Joint Details
- Welding Process: Submerged Arc Welding (SAW)
- Joint Type: Groove weld (test coupon)
- Base Plate Thickness: 25 mm
- Bevel Angle: 15°
- Root Gap: 12 mm
Consumables Used
- SAW Flux: AVEZEWELD 17L
- SAW Wire: EM12K – 4.0 mm
Welding Parameters
- Voltage: 30 V
- Current: 500–550 A
- Welding Speed: 420 mm/min
(All parameters strictly maintained as per ASME BPVC requirements.)
Tests Conducted
The welded assembly is subjected to:
- Tensile testing
- Bend testing
- Impact testing at sub-zero temperatures
- Chemical analysis of weld metal
These tests confirm:
- Flux grading and classification
- Compliance with declared standards
- Repeatability and batch-to-batch consistency